



□■ はじめに ■□
界面抵抗の定量化が、高性能化とトラブルシューティングを加速する
電気自動車(EV)やエネルギー貯蔵システム(ESS)の普及に伴い、リチウムイオンバッテリー(LIB)への要求は、高エネルギー密度化に加え、急速充電性能、高出力、長寿命化へと多様化しています。これらを高い次元で両立させるための最大の障壁の一つが、セル内部、特に「電極シート内部の抵抗」です。
本記事では、従来の「総抵抗」測定では見えなかった課題を明らかにする、抵抗分離計測技術について解説します。特に、日置電機(HIOKI)の電極抵抗測定システム「RM2610」を用いることで、開発と品質管理の現場がどう変わるのか、その実用的なメリットに焦点を当てます。
1. バッテリー高性能化における「抵抗」の正体
バッテリー性能の低下や非効率性の多くは、電極シート内部の微細な抵抗要素に起因します。
抵抗値の増大は、充放電時の電圧降下(IRドロップ)やジュール熱の発生を招き、出力特性と実効容量を直接的に低下させます。そのため、電極シート段階での抵抗測定は、完成セルの性能を占う先行指標として極めて重要です。
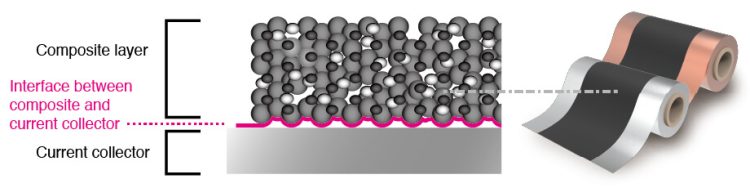
1.1. 電極シートの3層構造と抵抗発生源
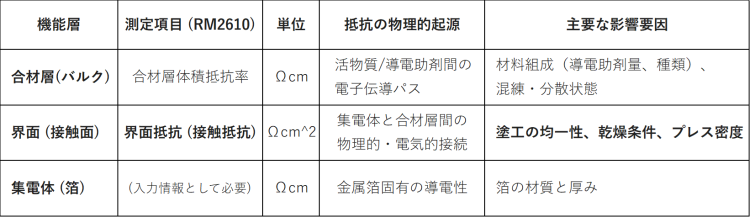
LIBの電極シートは、大きく3つの要素で構成されており、それぞれ異なる抵抗要因を持っています。
- 合材層(Active Material Layer)
- 活物質、導電助剤、バインダーの複合層
- 抵抗要因: 粒子間の電子伝導パスの形成状態に依存する
「合材層体積抵抗率(バルク抵抗)Ωcm」。
- 界面(Interface)
- 合材層と集電体(金属箔)の接触面。
- 抵抗要因: 集電体と合材層間の電気的接続・密着性を示す
「界面抵抗(接触抵抗) Ωcm^2」。
- 集電体(Current Collector)
- アルミ箔や銅箔などの基材。
- 抵抗要因 : 金属箔固有の導電性(既知の値として扱われることが多い)。
2. なぜ「分離計測」が必要なのか:総抵抗測定の限界

2.1. 総抵抗値だけでは「対策」が打てない
従来の測定手法(貫通抵抗測定など)の多くは、電極シート全体の「総抵抗値」しか得られませんでした。しかし、開発現場では「抵抗が高い」という事実だけでは不十分です。
- 材料自体の導電性が足りないのか?(合材層の問題)
- プロセス上の密着が悪いのか?(界面の問題)
この切り分けができないため、材料配合を変えるべきか、プレス圧を変えるべきかの判断がつかず、試行錯誤に時間を費やすケースが多く見られました。
2.2. ボトルネックは「界面」にある
近年の研究では、電極シートの総抵抗において、「界面抵抗」が支配的な割合を占めるケースが多いことが分かってきました。
界面抵抗が高いと、いくら合材層内部の導電性を上げても、集電体への電子の受け渡しが制限されます(ボトルネックとなる)。つまり、効率的に性能を上げるには、まず界面の状態を把握し、最適化することが近道なのです。
3. 日置電機 RM2610による「抵抗分離」のアプローチ
日置電機の「RM2610」は、この課題に対し、電極シートの抵抗を以下の2つに分離・数値化するアプローチをとっています。
1.合材層体積抵抗率
2.界面抵抗(接触抵抗)
3.1. 測定原理:逆問題解析による可視化
RM2610のコア技術は、計測された表面電位分布と、電極の構造情報(厚みなど)を組み合わせた「逆問題解析」にあります。
表面から観測される電位分布から、内部のパラメータ(層ごとの抵抗)を数学的モデル(有限体積法など)を用いて推定することで、物理的に直接測定することが難しい「界面抵抗」の算出を実現しています。
3.2. 分離計測がもたらすメリット
このように数値を分離できることで、研究者は「材料」の問題なのか「プロセス」の問題なのかを即座に判断し、対策リソースを適切に配分できるようになります。
4. 研究開発(R&D)での活用事例:導電助剤の影響を可視化
4.1. 導電助剤(ASB)濃度と抵抗の関係
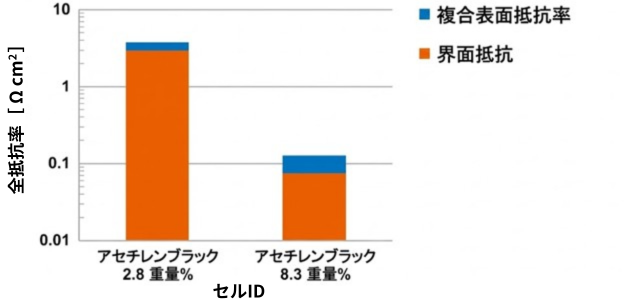
HIOKIのアプリケーションノートで紹介されている事例として、導電助剤であるアセチレンブラック(ASB)の濃度が異なる2種類の電極シート(シートA:2.8% vs シートB:8.3%)の比較検証があります。
・結果: 高濃度シート(シートB)の方が総抵抗が著しく低い。
・RM2610による分析: 総抵抗低下の主因は、合材層抵抗の低下もさることながら、
「界面抵抗の大幅な低下」にあることが判明しました。
この結果は、導電助剤を増やすことが単に合材層内のパスをつなぐだけでなく、集電体との「接点」を増やし、界面抵抗を劇的に下げる効果があることを示しています。従来の総抵抗測定では、このメカニズム(界面が効いていること)までは特定できませんでした。
4.2. 電極抵抗とバッテリー性能(放電容量)の相関
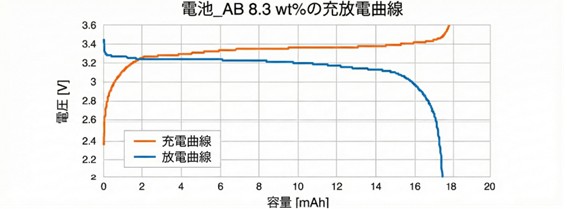
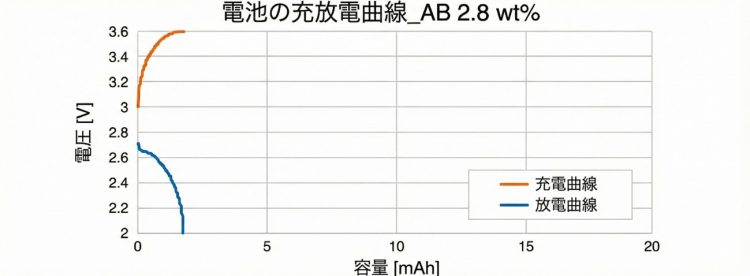
さらに、これらの電極シートを用いて実際に電池セルを組み立て、充放電試験を行った結果も公開されています。
・抵抗の低いシートB(高ASB):放電容量が増加し、
高電流負荷時の電圧降下が抑制された。・抵抗の高いシートA(低ASB):放電容量が低く、電圧降下が大きい。
このように、RM2610で測定された「界面抵抗を含む電極抵抗」と、実際の「バッテリー性能」には直接的な相関があることが実証されています。これにより、セル化する前の段階で性能を予測し、開発サイクルを加速させることが可能になります。
5. 製造・量産プロセスでの活用:条件出しと量産対応
5.1. プロセス条件と抵抗の相関
混錬、乾燥、プレスといった各工程のパラメータ変更は、抵抗値に敏感に反映されます。
- 混錬プロセス:活物質と導電助剤の分散状態に影響し、「合材層抵抗」の変化として現れます。
- 乾燥・プレス工程:電極の微細構造や集電体との密着性に影響し、主に「界面抵抗」の変化として現れます。
5.2. 量産対応時の客観的指標として
研究開発(ラボ)用の小型生産設備から、量産用の大型生産設備へ移行する「スケールアップ」の局面では、設備の違いにより電極の品質が変わってしまうことが頻繁に起こります。
RM2610を活用し、ラボ試作品の「合材層抵抗」と「界面抵抗」をベンチマーク(基準値)として記録しておくことで、量産設備で製造されたシートが同じ電気的特性(=同じ性能)を再現できているかを定量的に検証できます。これにより、設備変更によるリスクを最小限に抑え、スムーズな量産立ち上げを支援します。
6. 品質管理(QC)での活用:異常検知と原因特定
6.1. 面内均一性の評価とリスク予測
RM2610は電極シート面内の抵抗分布を測定可能です。塗工ムラや乾燥ムラによる抵抗のばらつきを検知することで、将来的なセルの劣化や局所的な発熱(ホットスポット)リスクを未然に防ぎます。
6.2. 異常発生時の即時解析
万が一、製造ラインで不良が発生した場合も、分離データが原因特定を助けます。
- 界面抵抗だけが高い → 「プレス圧の変動や乾燥温度によるバインダー偏析(マイグレーション)を疑う」
- 合材層抵抗が高い → 「スラリーの分散不良や材料ロットの変動を確認する」
このように、現象(抵抗値)から原因(プロセス)へ最短距離で到達し、アクションプランを迅速に決定できます。
7. まとめ

日置電機のRM2610は、これまでブラックボックスだった電極シート内部の抵抗を「合材層」と「界面」に分離して数値化するシステムです。
- R&D: 材料特性と界面制御の要因を切り分け、最適な組成と構造を早期に特定する。
- 生産技術: 量産対応時の品質再現性を数値で担保し、プロセス条件を最適化する。
- 品質管理: 不良発生時の原因箇所(材料かプロセスか)を即座に特定し、製品の一貫性を向上させる。
次世代バッテリーにおいて、界面制御の重要性は増すばかりです。抵抗の分離計測は、感覚的な試行錯誤から脱却し、データ駆動型の開発を実現するための必須ツールと言えるでしょう。
8. 東海エリアでの導入・検証ならオザワ科学にお任せください
本記事でご紹介したHIOKI「RM2610」をはじめ、バッテリー計測ソリューションの導入をご検討の際は、ぜひオザワ科学にご相談ください。
私たちは、自動車産業が集積する東海地方(愛知・三重・岐阜・静岡)を基盤とする技術商社として、単なる機器販売にとどまらないサポートを提供しています。
- 日置電機との強力なパートナーシップ
- 長年にわたる日置電機との連携により、最新情報の提供やメーカー技術者を交えた深いディスカッションが
可能です。
- 長年にわたる日置電機との連携により、最新情報の提供やメーカー技術者を交えた深いディスカッションが
- デモ機・サンプル測定の実施
- 「自社の電極シートで実際に測れるのか?」という疑問にお応えするため、デモ機の貸出やサンプル測定の
調整をスムーズに行います。
- 「自社の電極シートで実際に測れるのか?」という疑問にお応えするため、デモ機の貸出やサンプル測定の
- 現場密着のサポート
- 導入前の選定相談から、納入後の運用サポートまで、近隣拠点からフットワーク良く対応いたします。
バッテリー開発の競争力を高める計測環境の構築を、オザワ科学が全力でバックアップいたします。まずはお気軽にお問い合わせください。
その他バッテリーに関するソリューション:リチウムイオン電池の生産と検査 | HIOKI
